



江苏苏丰机械科技有限公司
联系人:金总
电话:0515-88668006
手机:13813439188
13961999728
邮箱:sufengkeji@126.com
网址:www.sufkj.com
地址:江苏省盐城市义丰红星工业集中区
大拉退火装置的制作方法是什么?
拉丝工艺是一种金属加工工艺,在金属压力加工中,在外力作用下使金属强行通过模具,金属横截面积被压缩,并获得所要求的横截面形状和尺寸的技术加工方法称为金属拉丝工艺,而铜材经拉丝工序后,铜丝内部产生了残余内应力,外部表现为铜丝变硬、变脆,需要通过大拉退火装置进行退火处理,消除铜丝内部的残余内应力,从而恢复铜丝的综合性能。
现阶段常见的大拉退火设备一般选用电阻器持续退火,即在2个退火轮中间释放退火工作电压,使根据的铜线被持续加温并做到一定的温度,隔热保温一定的時间后再历经制冷,进行铜线退火全过程,但目前的大拉退火设备受机器设备结构限制促使制冷环节铜线的行程安排长短受到限制,为使铜线可以充足匀称地制冷,制冷环节铜线行驶速度较低,没法与金属拉丝工艺流程的行驶速度相符合,促使总体生产加工速度减少,不能满足生产制造要求,因而大拉退火设备急必须进一步改善。

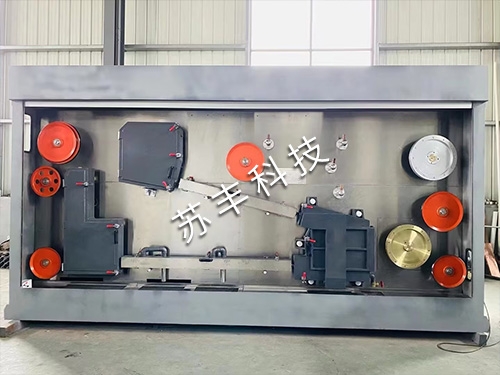
一种铜线大拉退火设备,包含大拉机、铜线、设备机壳、高溫保护气注气口、电加热装置、走线轮、防护板、退火轮、制冷箱、冷冻液、高频率磁感应电磁线圈、轴轴承端盖、走线轮管理中心孔、走线轮限位开关槽、走线轮挡板、旋转滚动轴承、精准定位键、固定不动轴、退火轮挡板、退火轮限位开关槽、电阻器电磁线圈、电流量控制板、输电线、开关电源正级连接头、开关电源负级连接头和温度显示器,上述大拉机与大拉机拖出的铜线相互连接,铜线越过设备机壳包囊的退火设备,设备机壳顶端开有高溫保护气注气口,防护板将退火设备分成退火区和非退火区,电加热装置将非退火区又分成电加热装置内的加温区和电加热装置外的隔热保温区,铜线在退火设备内先历经电加热装置內部的加温区再进到隔热保温区,隔热保温区域内的铜线联接数个走线轮后越过防护板上的小圆孔进到退火区,在退火区域内的铜线先后历经温度从高到低的多个退火轮,历经全部的退火轮后的铜线以较低的温度进到盛装在制冷箱里的冷冻液中。
走线轮包含轴轴承端盖、走线轮管理中心孔、走线轮限位开关槽、走线轮挡板、旋转滚动轴承、精准定位键和固定不动轴,在其中走线轮限位开关槽开在走线轮外表层,走线轮限位开关槽的横截面成弧型,走线轮限位开关槽的总宽超过铜线的直徑,走线轮挡板有两个,走线轮挡板垂直平分走线轮的驱动轴并坐落于走线轮两边,走线轮管理中心孔的定位点与走线轮挡板的定位点重叠,连接2个走线轮挡板,走线轮管理中心孔与旋转滚动轴承根据精准定位切向键,轴轴承端盖与旋转滚动轴承过渡配合,旋转滚动轴承内孔与固定不动轴过渡配合。
退火轮包含退火轮挡板、退火轮限位开关槽、电阻器电磁线圈、电流量控制板、输电线、开关电源正级连接头、开关电源负级连接头和温度显示器,在其中退火轮挡板为环形,退火轮挡板的直徑超过退火轮的转动轴,退火轮的转动轴外界开有持续的退火轮限位开关槽,退火轮的转动轴內部安裝有电阻器电磁线圈,电阻器电磁线圈两边由输电线接入开关电源正级连接头和开关电源负级连接头,在其中联接开关电源正级连接头和电阻器电磁线圈中间的输电线上还安裝有电流量控制板,温度显示器安裝在退火轮挡板的外界。
大拉退火设备应用可调整表层温度的退火轮,使铜线串连联接数个退火轮后,调整不一样部位退火轮的表层温度,能够使铜线阶梯性减温,大家能够从退火轮上的温度显示器上形象化的看得出退火轮温度,防止铜线在某一部位的温度忽然减少。
 在线咨询
在线咨询







 咨询热线:
咨询热线: 邮箱:sufengkeji@126.com
邮箱:sufengkeji@126.com 联系地址:江苏省盐城市义丰红星工业集中区
联系地址:江苏省盐城市义丰红星工业集中区 电 话:0515-88668006
电 话:0515-88668006 网 址:www.sufkj.com
网 址:www.sufkj.com 




