



江苏苏丰机械科技有限公司
联系人:金总
电话:0515-88668006
手机:13813439188
13961999728
邮箱:sufengkeji@126.com
网址:www.sufkj.com
地址:江苏省盐城市义丰红星工业集中区
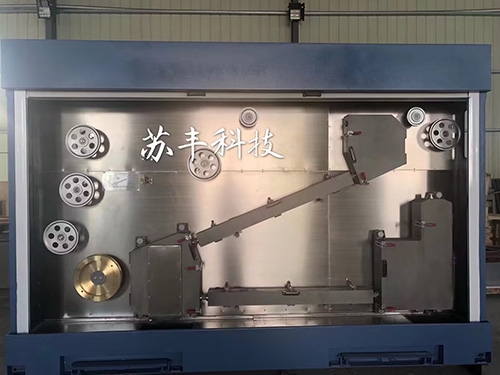
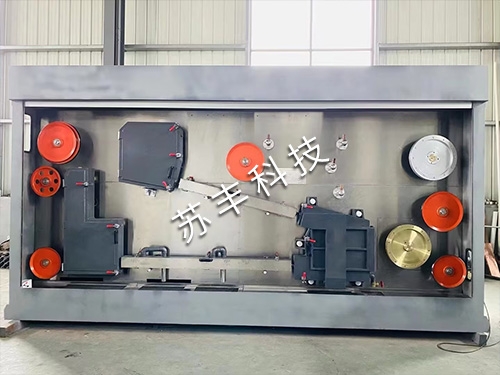
铜线拉丝机排线自动补偿系统
自动化排线补偿控制器主要用于排线平整度较高的场合,已方便下道放线或绞线时不产生夹丝等情况,该排线控制器可与任何品牌的小型拉丝机和微型拉丝机相匹配,应用于铜线、铝线、不锈钢丝、黄铜丝、铜包铝丝、漆包线等金属拉丝行业。
现在市场上的常规小拉或微拉拉排线器都是用同步电机+2位限位开关来控制,排线时要求操作者不断调整排线的边距。接线工字轮一般有铁盘和ABS塑料盘两种,小型拉机多采用铁盘,微型拉机一般采用ABS塑料盘接线。对于收线的工字轮出线变形或采用不同厂家的工字轮(不同厂家的工字轮之间存在一定的误差),此时,由于工字轮自身的误差会导致排线在不同时间出线的“高”或“凹陷”现象,出现这种情况时,需要操作工不定时地调整排线的极限位置,因为工字轮本身的误差会导致排线在不同时间出线不同程度的“高”或“凹陷”现象。在收线工字轮采用ABS塑胶工字轮时,空盘时排线还算稳定当接近满盘时塑胶轮会有不同程度的轻微上升现象,此时需要人工去调整排线极限位置开关,这样不仅增加了操作者的强度,而且增加了排线夹丝的风险。
大拉退火装置有时在生产过程中会经常发生断丝现象,如果是由于磨损而使拉丝模的定径区变大,那么这个问题只要平时注意防范就可以轻而易举地解决了。还有可能是由于电流的不稳定所致,那么就要注意退火电流是否稳定,这要在生产过程中不断地注意,特别是刚启动时,特别要注意电流的变化,要根据线速的变化来调节电流的大小。最后一种情况在生产过程中很少发生,几乎没有发生生,即杆材的质量问题,只要在采购时把关好,这个问题就不成问题。

退火后线径变细:铜线硬时,出口模具为定径模具,张力大小不会拉丝线径。但连续退火时,铜线发热使线材软化,并使线材具有一定的延展性。为将导线延伸的部分及时送出,避免了导电镍环在铜轮上摩擦起槽,现在退火一般是结合国外先进经验做成三角退火结构。三角形外层导电铜轮分内外两个沟槽,铜线通过内沟引入,完成退火。从外沟引出去到达收线。为了防止镍环开槽,外沟直径大于内沟,解决了镍环开槽的结构问题。为弥补退火线径细度的不足。一般来说,连续退火出口模具的选择比实际需要的线径大0.0015-0.0035。多余的部分正好被自然伸展开。
因此,研制排线自动补偿系统势在必行,经过3年的研发和不断的试验研究和试验,排线自动补偿系统取得了很好的效果。全自动排线控制器的最大优点是能够实时在线监控收线卷直径的变化,从而控制排线的平整度。无需人工干预,大大提高了生产效率,消除了人为因素对排线质量的影响,保证了排线质量的可靠性。
 在线咨询
在线咨询






 咨询热线:
咨询热线: 邮箱:sufengkeji@126.com
邮箱:sufengkeji@126.com 联系地址:江苏省盐城市义丰红星工业集中区
联系地址:江苏省盐城市义丰红星工业集中区 电 话:0515-88668006
电 话:0515-88668006 网 址:www.sufkj.com
网 址:www.sufkj.com 




